

ECXT-6025 3000W Léngen Laser opzedeelen Maschinn
Technesch Rubrik
Éischt, Produit Fonctiounen
D'Benotzung vu bilateralen Servomotor a Guide Rotatiounsmechanismus, héich Schneidgenauegkeet, d'Benotzung vu professionnelle Display-Software, kann gratis sinn fir eng Vielfalt vu Grafiken ze designen fir auszeféieren oder Text Direktveraarbechtung, flexibel Veraarbechtung, einfach Operatioun, praktesch.Applizéiert op Héich-Vitesse opzedeelen, mat héich Vitesse a Stabilitéit.

1) Ëmfang vun Applikatioun
Gëeegent fir Edelstahl, Kuelestol, Legierungsstahl, Siliziumstahl, galvaniséierte Stahlplack, Nickel Titanlegierung, Inconellegierung, Titanlegierung an aner Metallmaterialien.
Vill an der Raumfaart, Auto a Schëffer, Maschinnefabrikatioun, Liftfabrikatioun, Reklammproduktioun, Haushaltsgeräter Fabrikatioun, medizinescht Ausrüstung, Hardware, Dekoratioun, Metall externe Veraarbechtungsservicer an aner Fabrikatiounsindustrie benotzt.
2) Virdeeler vun Léngen Laser opzedeelen Maschinn
1. Exzellent Strahlqualitéit: de Fokuspunkt ass méi kleng, d'Schneidlinn ass méi fein, d'Aarbechtseffizienz ass méi héich, an d'Veraarbechtungsqualitéit ass besser;
2, ganz héich opzedeelen Vitesse: ass déi selwecht Muecht CO2 Laser opzedeelen Maschinn 2 Mol;
3, héich Stabilitéit: d'Benotzung vun der Welt d'Top Léngen Laser, stabil Leeschtung, Schlëssel Komponent Service Liewen vun bis zu 100.000 Stonnen;
4. Extrem héich elektro-optesch Konversiounseffizienz: Glasfaser-Laser-Schneidmaschinn ass 2 Mol méi héich wéi CO2 Laser-Schneiden elektro-optesch Konversiounseffizienz, Energiespueren an Ëmweltschutz;
5, ganz niddereg Käschte vum Gebrauch: de Stroumverbrauch vun der ganzer Maschinn ass nëmmen 20- vun ähnlechen CO2 Laser Schneidmaschinnen.
30;
6. Extrem niddereg Ënnerhaltskäschte: kee Laser funktionnéiert Gas;Optesch Faser Iwwerdroung, kee Besoin fir reflektiv Lënsen;Bedeitend Ënnerhaltskäschtespuer kënne erreecht ginn;
7, Produit Operatioun an Ënnerhalt ass bequem: optesch Léngen Transmissioun, net néideg der opteschen Wee ze ajustéieren;
8.Super flexibel Liichtguide Effekt: kleng Gréisst, kompakt Struktur, einfach flexibel Veraarbechtung Ufuerderunge.
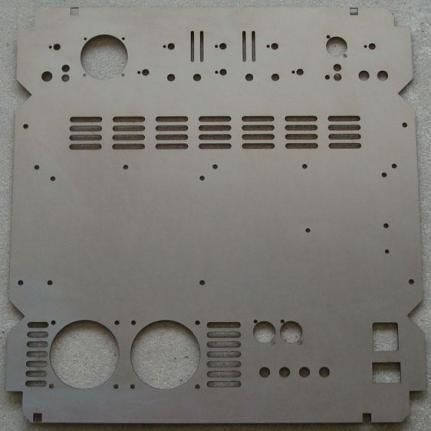
(3) Ausschneiden vun Probeveraarbechtungsrenderings
Zweetens, d'Ausrüstungsparameter




| Modell | LFS6025-3000W |
| Aarbecht Beräich | 6050*2550 |
| Max Laser Muecht | 3000 Watt |
| Héich ugepasst | Fliger Tracking |
| Minimum Linn Breet | 0,15 mm |
| Puls Frequenz | 1-5000 Hz |
| Widderhuelbarkeet | ± 0,02 mm |
| Zil fir Positionéierung | Rout Luucht |
| Stroumversuergung | 380V/50Hz/60Hz/100A |
| Maschinn Gréisst | 7880 x 3450 x 2000 mm |
Drëttens, d'Haaptkonfiguratioun
Ordinal Zuel Numm Modell / Serie Quantitéit Fabrikant beschwéiert.
| Nee. | Produit Numm | Modell / Serie | Quantitéit | Fabrikant beschwéiert |
| 一 | Laser Generator | |||
| 1 | Laser Quell | 3 000w | 1 set | Gemeinsam Fuerschung an Entwécklung |
| 二 | Extern opteschen Wee an opzedeelen Kapp | |||
| 1 | Laser opzedeelen Kapp | autofokus | 1 set | Jiaqiang |
| 三 | Maschinn Tool Host | |||
| 1 | Maschinn Bett | 6025 eenzeg Plattform | 1 set | Excellent mechanesch |
| 2 | Linearschrëft Guiden | HGL HA2R | 2 Sets | Taiwan KING TEK |
| 3 | Servomotor a Chauffeur | 4 sets | Japan Fuji | |
| 4 | XY Achs planetaresch Reduzéierer | MAF-090 | 3 sets | Franséisch Mordry |
| 5 | Helical Gang / Rack | YYC 2M | 2 Sets | YYC |
| 6 | Kontrollkabinett | 1 set | Excellent mechanesch | |
| 7 | Machine Tool Accessoiren | 1 set | Excellent mechanesch | |
| Véier | CNC a Software System | |||
| 1 | CNC System | Bai chu | 1 set | China Bai Chu |
| 2 | Industriell Computer | 1 set | Personnaliséierten | |
| 3 | Elektresch Komponenten | 1 set | Schneider | |
| Fënnef | Standard Accessoiren | |||
| 1 | Präzisioun Chiller | HL-3000 | 1 seet | Wuhan Hanli |
| 2 | Automatesch Ueleg Füllsystem | 1 set | elektresch | |
| 3 | Industriell konstant Temperatur Klimaanlag | 1 set | ||
| 4 | Auspuffsystem | 1 set | Pipeline Reservatioun | |
| 5 | Stabilisator | 1 set | ugepasst | |
| 6 | Empfang Trolley | 1 set | ugepasst | |
| Sechs | Operationell Haaptrei Effizienz | |||
| 1 | Max Geschwindegkeet | 1, 2g | ||
| 2 | Operationell Haaptrei Effizienz | 120 m/min | ||
Véiert, de Schneidprozessparametertabelle
| Material Typ | Dicke (mm) | Geschwindegkeet (m/min) | konzentréieren Positioun | Schnëtt Héicht (mm) | Gas | Nozzle Typ | Loft Drock (bar) | Laser Muecht (W) | opzedeelen Frequenz (Hz) | Duty Cycle% | Ausschneiden Effekt |
|
Q235B Kuelestoff Stahl | 1 | 38-40 | 0~-0,5 | 0,5 | N2 | eenzeg Layer1.0 | 12-16 | 3000 | 5000 | 100 | Glänzend |
| 2 | |||||||||||
| 3 | 4-4.2 | 4,5-5,5 | 0.8 | O2 | duebel Schicht: 1.0 | 0,6 ~ 0,9 | 3000 | 5000 | 100 | ||
| 4 | 3,3 ~ 3,5 | 4,5-5,5 | 0.8 | O2 | duebel Schicht: 1.2 | 0,6 ~ 0,9 | 3000 | 5000 | 100 | ||
| 6 | 2,3 ~ 2,5 | 4,5-5,5 | 0.8 | O2 | duebel Schicht: 1.2 | 0,6 ~ 0,9 | 3000 | 5000 | 100 | ||
| 8 | 2.1~2.2 | 4,5-5,5 | 0.8 | O2 | duebel Schicht: 1.2 | 0,6 ~ 0,9 | 3000 | 5000 | 100 | ||
| 10 | 1,5 ~ 1,7 | 2~3 | 1.5 | O2 | duebel Schicht: 3.0 | 0,6 ~ 0,9 | 2200-2400 | 5000 | 100 | 磨砂面 | |
| 12 | 1.2~1.4 | 2~3 | 1.5 | O2 | duebel Schicht: 3.0 | 0,6 ~ 0,9 | 2200-2400 | 5000 | 100 | ||
| 14 | 1~1.1 | 2~3 | 1.5 | O2 | duebel Schicht: 4.0 | 0,6 ~ 0,9 | 2200-2400 | 5000 | 100 | ||
| 16 | 0,85~0,9 | 2~3 | 1.5 | O2 | duebel Schicht: 4.0 | 0,6 ~ 0,9 | 2200-2400 | 5000 | 100 | ||
| 18 | 0,7 ~ 0,75 | 2~3 | 1.5 | O2 | duebel Schicht: 4.0 | 0,6 ~ 0,9 | 2200-2400 | 5000 | 100 | ||
| 20 | 0,6 ~ 0,65 | 2~3,5 | 1.5 | O2 | duebel Schicht: 4.0 | 0,6 ~ 0,9 | 2200-2400 | 5000 | 100 | ||
| 22 | 0,5 ~ 0,55 | 2~3,5 | 1.5 | O2 | duebel Schicht: 4.0 | 0,6 ~ 0,9 | 2200-2400 | 5000 | 100 | ||
| 25 | 0,45~0,5 | 2~3,5 | 1.5 | O2 | duebel Schicht: 5.0 | 0,6 ~ 0,9 | 2200-2500 | 5000 | 100 | ||
| SUS 304 不锈钢 | 1 | 35-37 | 0~-1 | 0,5 | N2 | Eenzelschicht: 1.0/1.2/1.5 | 12-16 | 3000 | 5000 | 100 | 无渣 |
| 2 | 13-15 Uhr | -1,5~-2 | 0,5 | N2 | Eenzelschicht: 1.5/2.0 | 12-16 | 3000 | 5000 | 100 | ||
| 3 | 7~8 | -2,5~-3 | 0,5 | N2 | Eenzelschicht: 2.0/2.5/3.0 | 16-20 Uhr | 3000 | 5000 | 100 | ||
| 4 | 4,5-5,5 | -3,5~-4 | 0,5 | N2 | Eenzelschicht: 3.0 | 16-20 Uhr | 3000 | 5000 | 100 | ||
| 6 | 1.7~1.9 | -5~-5,5 | 0,5 | N2 | Eenzelschicht: 3.5/4.0 | 16-20 Uhr | 3000 | 5000 | 100 | ||
| 8 | 0,8~1,0 | -6~-7 | 0,5 | N2 | Eenzelschicht: 4.0 | 16-20 Uhr | 3000 | 5000 | 100 | ||
| 10 | 0,6 ~ 0,7 | -7,5~-8,5 | 0,5 | N2 | Eenzelschicht: 4.0 | 16-20 Uhr | 3000 | 5000 | 100 | 少量挂渣 | |
| AL铝 (6061) | 1 | 30-33 | -0,5~-1 | 0,5 | N2 | Eenzelschicht: 1.0/1.2/1.5 | 12-16 | 3000 | 5000 | 100 | |
| 2 | 10 ~ 12 | -1~-1,5 | 0,5 | N2 | Eenzelschicht: 1.5/2.0 | 12-16 | 3000 | 5000 | 100 | ||
| 3 | 5,5~5,9 | -2,5~-3 | 0,5 | N2 | Eenzelschicht: 2.0/2.5/3.0 | 16-20 Uhr | 3000 | 5000 | 100 | ||
| 4 | 2.8~3.2 | -3,5~-4 | 0,5 | N2 | Eenzelschicht: 3.0 | 16-20 Uhr | 3000 | 5000 | 100 | ||
| 6 | 0,7 ~ 0,8 | -5~-5,5 | 0,5 | N2 | Eenzelschicht: 3.5/4.0 | 16-20 Uhr | 3000 | 5000 | 100 | ||
| 8 | 0,5 ~ 0,6 | -6~-7 | 0,5 | N2 | Eenzelschicht: 4.0 | 16-20 Uhr | 3000 | 5000 | 100 | ||
| 黄铜 | 1 | ||||||||||
| 2 | |||||||||||
| 3 | 4,5~5 | -2~-2,5 | 0,5 | N2 | Eenzelschicht: 2.0/2.5/3.0 | 16-20 Uhr | 3000 | 5000 | 100 | ||
| 4 | 3~3,5 | -3~-3,5 | 0,5 | N2 | Eenzelschicht: 3.0 | 16-20 Uhr | 3000 | 5000 | 100 | ||
| 5 | |||||||||||
| 6 | 1~1.2 | -5~-5,5 | 0,5 | N2 | Eenzelschicht: 3.5/4.0 | 16-20 Uhr | 3000 | 5000 | 100 | ||
| 8 | |||||||||||
| 备注 | 1, An de Schneiddaten ass de Kär Duerchmiesser vun der Ausgangsfaser vum 3000W Laser 100 Mikron; | ||||||||||
| 2, Dës Schneiddaten benotzt Jiaqiang Schneidkopf, den opteschen Verhältnis ass 100/125 (Kollimatioun / Fokusspigel Brennwäit); | |||||||||||
| 3, Hëllefsgas ze schneiden: flëssege Sauerstoff (Rengheet 99,6%) flëssege Stickstoff (Rengheet 99,995%); | |||||||||||
| 4, Wéinst den Differenzen an Ausrüstungskonfiguratioun a Schneidprozess (Maschinn Tool, Waasserkühlen, Ëmfeld, Gasdüse a Gasdrock, asw.) ugeholl vu verschiddene Clienten, sinn dës Donnéeën nëmme fir Referenz. | |||||||||||
5. Machine Tools an Haaptrei Accessoiren
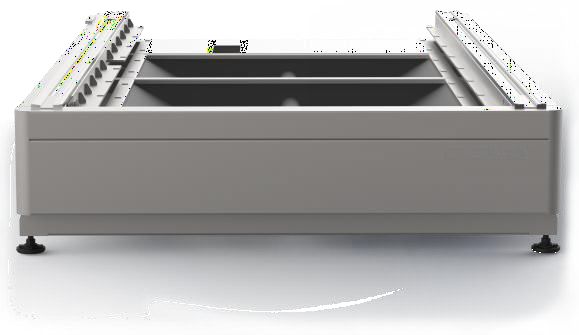
(1)
BedThe Bett adoptéiert d'patentéiert Struktur vun der Chaoxing Group, an d'Gesamtalterungsstressbehandlung gëtt duerch eng eemoleg Präzisiounsbearbeitung vun engem grousse Bearbechtungszentrum ofgeschloss fir héich Steifheet, Präzisioun a Stabilitéit ze garantéieren;
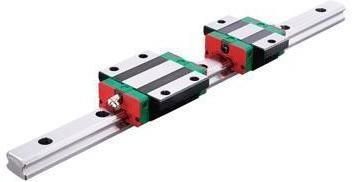
(2) Zännstaang a Guide Schinne

Zännstaang: Taiwan Präzisioun helical Zännstaang, P-Klass linear Guide als Transmissioun Elementer, héich Präzisioun an héich Vitesse.
Guide Schinne: Taiwan linear Guiden gi benotzt, a schwéier-Pflicht Präzisioun linear Guiden mat optimiséiert strukturell Design sinn integréiert.Am Verglach mat anere linear Guiden sinn d'Laascht an d'Steifegkeet verbessert;et huet d'Virdeeler vun héich Vitesse, héich Laascht, héich Steifheit an héich Präzisioun.
(2) Servomotor

Mat japanesche Servomotoren huet et eng gutt dynamesch Äntwert Beschleunegung, a realiséiert d'Méiglechkeet vun enger Héichpositiounspositionéierung.Héich Stabilitéit, héich Präzisioun an Ënnerhalt-gratis.
(4) Reduktioun
Adoptéiert importéiert Reduzéierer.
Virdeel:
Héich Präzisioun: Réckschlag manner wéi 3 Bogenminutten, korrekt Positionéierung.
Héich Steifheit, héich Dréimoment: D'Benotzung vun integralen Rollerlager verbessert d'Steifheet an d'Dréimoment staark.
Kee Fettleckage: Benotzt héichviskositéit, schwéier ze trennen Fett fir effektiv Fettleckage ze vermeiden.
Einfach Ënnerhalt: kee Besoin fir Fett während der Liewensdauer vum Produkt z'änneren.

(5) Fiber Laser Generator
Wielt de gemeinsame Fuerschung an Entwécklung Léngen Laser Generator, d'Virdeeler vun der Laser Generator:
▲ Héich elektro-optesch Konversiounstaux
▲ Exzellent Strahlqualitéit
▲ Laang Liewensdauer
▲ Niddereg Käschte fir ëmfaassend Notzung
▲ Ënnerhalt gratis
6) Fonctiounen vun Léngen Laser Kapp:
1. Adoptéieren QBH Interface, déi un all Faser Laser Output duerch QBH Connector adaptéiere kann.
2. De staubdichten Design vum kolliméierende Schutzspigel entworf vum Erfindungspatent.
3. Automatesch Fokusjustéierung, séier Geschwindegkeet, héich Präzisioun a praktesch Operatioun.

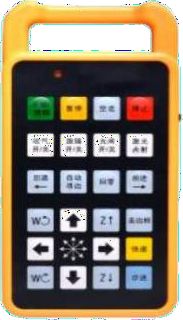
(7) Kontrollsystem:
Den CNC Kontrollsystem besteet aus den Haaptkomponenten wéi de PC Kontrollsystem, de Chauffer a säi Servomotor.De spezielle Laser CNC System gëtt ugeholl, wat de professionnelleste Laserveraarbechtung CNC System duerstellt.De kompakten a modulare CNC entsprécht d'Bedierfnesser vun de Benotzer déi héich performant CNC-Systeme mat sengem gudde Präis-Leeschtungsverhältnis benotzen.
Superior Leeschtung:
Ø Éischtklasseg Technologie an Effizienz
CNC d'nei Technologie an oppen CNC Architektur mat Intel Dual-Core CPUs ginn Benotzer méi Flexibilitéit am Choix vun CNC Deeler an ee-Schrëtt viraus CNC Leeschtung.
Ø Modular Struktur
l Héich-Vitesse machining
lHéich-Vitesse Maschinn Handwierksgeschir verlaangen extrem kuerz Spär Zyklus Zäit (PA erreecht 7200 spären / sec) a speziell Kontroll algorithms a Kommunikatioun Funktiounen."Adaptive Pre-Liesfunktioun" wäert 1000 Blocken am Echtzäitprogramm virveraarbechten, a berechent de maximale Feedrate bannent de Programméierungsparameter a Grenzen fir d'Ufuerderunge vun der komplexer Veraarbechtung ze erfëllen.
Ø Genauegkeet
D'Ufuerderunge fir héich Produktivitéit, héich Präzisioun a gutt Uewerflächefinanzqualitéit ginn stänneg erop.
Ø Mënsch-Maschinn Interface
Iwwergräifend diagnostesch Funktiounen fir séier Feeler ze fannen;eng Vielfalt vu Schneidhëllefsgase kënnen einfach duerch den numeresche Kontrollsystem ëmgewandelt ginn.
Et huet eng Laser Expert opzedeelen Prozess Parameter Bibliothéik an eng User-frëndlech Expert Bibliothéik Parameter Interface, déi de Laser opzedeelen Prozess Parameteren an Echtzäit an der Interface änneren kann.
D'Ethernet Kommunikatioun Interface kann direkt mat de Computer kommunizéieren an Deel Programm Fichieren Transfert.Mat Statusdisplay an Displayfunktioun vun der aktueller Positioun.
D'Festplack Späicherplatz ass 250G, an de Veraarbechtungsprogramm kann direkt vun der Festplack genannt ginn, sou datt et net vum Systemspeicher limitéiert ass.Ferndiagnosfunktioun, Digital Servo System.Faarf LCD Display.
(8) Programm Design an Nesting Software
Cypcut an Cuytube ass e mächtege Metal opzedeelen System an intelligent typesetting Software, dorënner Laser opzedeelen Prozess Veraarbechtung, gemeinsam Nesting Funktiounen a Laser Veraarbechtung Kontroll.D'Haaptfunktiounen enthalen d'Grafikveraarbechtung, d'Parameterastellung, d'Editioun vum personaliséierte Schneidprozess, d'Layout, d'Padplanung, d'Simulatioun an d'Schneidprozesskontrolle.
9) Killsystem
Adoptéiert Wuhan Hanli Chiller System fir de Laser Generator ze killen, effizient déi optesch Komponenten an de Schneidkapp ze killen.D'Kühleenheet huet e geschlossene Kältewaasserkreeslaf.

(10) Industriell Klimaanlagen
High-End dedizéierten industrielle Klimaanlagen ginn benotzt fir effektiv propper Loft an Ëmfeldtemperatur am Cabinet ze garantéieren, intelligent automatesch Kontroll, intelligent Regulatioun no der Ëmfeldtemperatur am Cabinet, Duebelfilterschutz, voll adaptéierbar fir haart Ëmfeld wéi aarm Ëmfeld, héich Stëbs, an héich Temperatur.D'Liewensdauer vu Präzisioun elektresch Komponenten staark verbesseren.

6. Technesch Servicer
(1) Equipement Aarbecht an Ëmwelt Ufuerderunge
| Nee. | Detailer |
| 1 | Energieversuergung: 100KVA |
| 2 | Energieversuergung Ufuerderunge: (Reguléierter Energieversuergung ass recommandéiert) Bewäert Ausgangsspannung: 380V/50Hz Dräi-Phas Spannungsstabilitéit +10 Output Volt Regulatioun: <2 |
| 3 | Drockluftversuergungsapparat (e Loftlagerbehälter ass recommandéiert) Volumen: 0,6 m3 Nominéiertem Drock: 20 bar |
1. On-Site Muecht Verdeelung Cabinet: 380V, 50Hz, dräi-Phase véier-Drot, Kapazitéit net manner wéi 100 KVA, mat kuerz-Circuit Schutz, etc.
2. D'Ausrüstung soll mat spezielle Buedem installéiert ginn, a seng Grondresistenz däerf net méi wéi 4Ω sinn.
3. Gitt néideg Hebeausrüstung a Personal.
4. Gitt Materialien wéi Stahlplacke fir d'Debugging vun der Ausrüstung op der Plaz.
5. Bitt temporäre Pass fir Debugging Personal.
6. Hëllefsbedéngungen, déi fir den normale Fonctionnement vun der Laser-Schneidausrüstung néideg sinn: a.Ausschneiden Hëllefsgas (N2, O2);
b.Waasser-gratis an Ueleg-gratis kompriméiert Loft Versuergung System.
7. Ausrüstung Plaz an Fondatioun Ufuerderunge: D'Fundament ass konkret.
(3) Installatioun an Training
1. Installatioun:
Bannent 30 Deeg no der Ënnerschrëft vun der Affär Kontrakt, gitt de Benotzer mat der Installatioun Buedem Plang (dorënner d'Ufuerderunge fir d'Installatioun vun Zivilaarbechten, Waasser, Elektrizitéit, Gas, Päif, Schnëttplazen, etc.).
D'Ausrüstung gëtt an der Fabréck vum Benotzer installéiert, an de Benotzer muss genuch Plaz, Stroumversuergung a Belëftungssystem ubidden fir d'Ausrüstung z'installéieren.Installatioun gëtt vun den héich trainéierten Ingenieuren vum Fournisseur duerchgefouert.De Fournisseur ass verantwortlech fir d'Installatioun vun Ausrüstung (inklusiv d'Installatioun vun Auspuffleitungen) an Debugging.De Benotzer ass verantwortlech fir d'Zivilaarbecht vun der Ausrüstungsinstallatioun, an d'Waasserleitungen, Gasleitungen, a Kraaftleitunge si verbonne mat dem Maschinninstrument, dat vum Ingenieur vum Fournisseur designéiert ass, an d'Partei B ass verantwortlech fir d'Pipeline verbonne mat dem Maschinninstrument, mä de Benotzer soll de Fournisseur d'Ingenieur déi néideg Zesummenaarbecht an Hëllef fir Ausrüstung Installatioun an Debugging.
2. Training:
D'Ausbildung vum Personal gëtt an der Fabrik vum Keefer ofgeschloss, haaptsächlech fir Ausrüstungsunterhalt, Operatioun, Laserschutz, Veraarbechtungstechnologie, grafesch Redaktioun, gemeinsame Problembehandlung, etc.
(4) After-Sales
1. No der Akzeptanz ass d'Qualitéitsgarantie vun der ganzer Maschinn zwee Joer.Wann d'Deeler vum System Qualitéitsproblemer während der Garantiezäit hunn, wäerten eis Firma gutt ausgebilte Serviceingenieuren zu all Moment Telefon oder Service op der Plaz ubidden.Telefon Äntwert an 2 Stonnen
, Service op der Plaz ass bannent 24 Stonnen.
2.Während der Garantieperiod vun der Ausrüstung ass eis Firma verantwortlech fir gratis Ersatz vun Deeler a Servicer fir all Schued oder Schued, deen duerch d'Qualitéit vun der Ausrüstung selwer verursaacht gëtt, ausser fir konventionell Verbrauchsmaterial (wéi optesch Lënsen, Düsen) an déi, déi si verantwortlech fir déi illegal Operatioun vum Benotzer.
3.Ausserhalb vun der Garantiezäit vun der Ausrüstung wäerten eis Firma gutt ausgebilte Serviceingenieuren zu all Moment Telefon oder On-Site Service ubidden.Telefon Äntwert ass bannent 2 Stonnen an Terrain Service bannent 48 Stonnen.Wann den Ersatz vun Ersatzdeeler involvéiert ass, berechnen eis Firma d'Deelkäschte no dem Maartpräis, an Dir sidd verantwortlech fir d'Reeskäschte vun den Ënnerhaltingenieuren vun eiser Firma.





